-
製品カテゴリ
- I/O
- 規格品
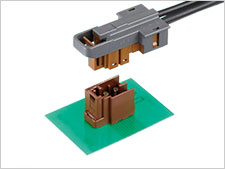
- 基板対ケーブル
-
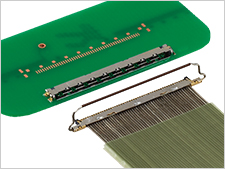
基板対基板/基板対FPC
 便利な検索ツール 一覧
便利な検索ツール 一覧
 種類別セレクトマップ
種類別セレクトマップ
-
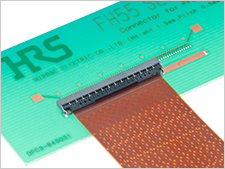
FPC/FFC
便利な検索ツール 一覧
種類別セレクトマップ
- 高周波同軸コネクタ
- 光コネクタ
- モジュラージャック/プラグ
- 中継コネクタ
- カードコネクタ/ICソケット
- カードエッジコネクタ
- 自動車用コネクタ
- 電源用コネクタ
- 高速伝送対応コネクタ
- 防水コネクタ
-
用途・アプリケーション
- スマートフォン&ウェアラブル
- スマート家電
- PC&タブレット
- その他コンシューマ
- 自動運転車
- 車載用パワートレイン
- 車載用インフォテインメント
- コネクテッドカー
- 車載ライティング
- スマートグリッド
- ファクトリーオートメーション
- ロボット
- 医療機器
- テレコム/ネットワーク
- データセンター
- 鉄道・建機
- その他産業用機器
- OA機器
最近見たアプリケーション
- -
-
製品カテゴリ
- I/O
- 規格品
- 基板対ケーブル
-
基板対基板/基板対FPC
便利な検索ツール 一覧
種類別セレクトマップ
-
FPC/FFC
便利な検索ツール 一覧
種類別セレクトマップ
- 高周波同軸コネクタ
- 光コネクタ
- モジュラージャック/プラグ
- 中継コネクタ
- カードコネクタ/ICソケット
- カードエッジコネクタ
- 自動車用コネクタ
- 電源用コネクタ
- 高速伝送対応コネクタ
- 防水コネクタ
-
用途・アプリケーション
- コンシューマ
-
スマートフォン&ウェアラブル
最近見たアプリケーション
おすすめのアプリケーション
-
スマート家電
最近見たアプリケーション
おすすめのアプリケーション
-
PC&タブレット
最近見たアプリケーション
おすすめのアプリケーション
-
その他コンシューマ
最近見たアプリケーション
おすすめのアプリケーション
- 自動車
-
自動運転車
最近見たアプリケーション
おすすめのアプリケーション
-
車載用パワートレイン
最近見たアプリケーション
おすすめのアプリケーション
-
車載用インフォテインメント
最近見たアプリケーション
おすすめのアプリケーション
-
コネクテッドカー
最近見たアプリケーション
おすすめのアプリケーション
-
車載ライティング
最近見たアプリケーション
おすすめのアプリケーション
- 産機
-
スマートグリッド
最近見たアプリケーション
おすすめのアプリケーション
-
ファクトリーオートメーション
最近見たアプリケーション
おすすめのアプリケーション
-
ロボット
最近見たアプリケーション
おすすめのアプリケーション
-
医療機器
最近見たアプリケーション
おすすめのアプリケーション
-
テレコム/ネットワーク
最近見たアプリケーション
おすすめのアプリケーション
-
データセンター
最近見たアプリケーション
おすすめのアプリケーション
-
鉄道・建機
最近見たアプリケーション
おすすめのアプリケーション
-
その他産業用機器
最近見たアプリケーション
おすすめのアプリケーション
-
OA機器
最近見たアプリケーション
おすすめのアプリケーション



































































































コネクタとは?、コネクターって何?という疑問から、コネクタを使った製品実装の重要なポイントといったちょっと専門的な所まで、コネクター専業メーカーの老舗ヒロセ電機がご説明していく連載記事「押さえておきたいコネクタの基本解説!」。
第2回は「電気を正しく伝送するための接続キーポイント」の3つの接続ポイントのうち、1つ目となるケーブルとコネクタの接続部、題して 「コネクタの接続キーポイント:ケーブル接続」について説明いたします。
ケーブル接続は大きく3種類の接続方法があり、古くからあるおなじみの「はんだ付け」、金属端子をつぶして加締める「圧着」、端子のスリットにケーブルの芯を押し込む「圧接」があります。それぞれの違いや特徴を見ていきましょう。
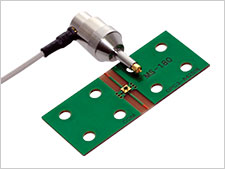
ケーブル接続:はんだ付け
まず、はんだ付けによるケーブルとコネクタ端子の接続についてです。はんだ付け結線とは、はんだを溶かして金属同士を結合させる手法で古くからある溶着接続方法です。
コネクタに付いている端子にケーブルをはんだ付けして結合させる非常にシンプルな方法ですが、はんだ付けは作業者が一つひとつ手作業ではんだごてを使って行うので、結線の品質には作業者の技能が深く関わります。そのため、適切にはんだ付けが行えるよう技能検定などの制度もあります。

ソルダーポット端子

アイレット端子

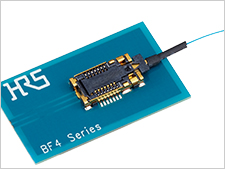
ケーブル接続:圧着
次に圧着結線についてです。これは端子と電線に圧力をかけて加締めて、塑性変形(そせいへんけい)させて接続する結線方法です。圧着した端子をハウジングケースに入れて、コネクタを組み立てます。圧着結線の良い点は外観の加締め高さ(C/H:クリンプハイト)で加工の良否が判別できるので、品質管理しやすくなることです。また、一つのハウジングに太さが違う電線と端子を混在させられることもメリットだと言えます。
注意点は 芯数が多くなると、ケースに挿す端子の位置間違いが起きやすいことです。これを防ぐために、圧着結線ではケーブル色を変えたり、マークバンドという番号を記載したシールなどを使ったりして正しく結線できるようにしていきます。

圧着工具に端子とケーブルをセットして加締める

圧着後はケースに入れて完成
で品質管理できることも圧着接続の利点")
加締め高さ(C/Hクリンプハイト)で品質管理できることも圧着接続の利点
圧着結線は作業量に応じて様々なツールが用意されています。
ハンドツール(手動圧着工具)
ハンドツールは主に試作品用に、コネクタとケーブルを特殊なペンチ状の工具で一本一本加締めて加工する工具です。
圧着機
圧着機は電動、または空圧で加締める汎用ツールです。
専用のアプリケーターと一緒に使用します。
全自動圧着機は、電線の測長や被覆(ケーブルジャケット)のむき、圧着を全自動で行うマシンで、1時間に数千本の結線が可能です。
アプリケータ
連鎖状またはテープマウントの端子を圧着するために、圧着機に用いる専用の圧着ユニットです。
、圧着機、 全自動圧着機")
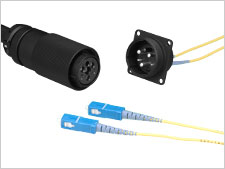
ケーブル接続:圧接
最後に圧接結線です。圧接結線はコネクタとケーブルに圧力を加えて、端子のUスリット部に電線の芯線を押し込んで接触させる接続方法です。
圧接が世の中に広まったきっかけは「フラットケーブル(別名:リボンケーブル)」の存在にあります。このケーブルは電線があらかじめフラット状に整列されているので、1回のプレスで多極の結線品が完成できるようになっています。

使用できる電線がコネクタごとに指定されているのも圧接結線の特徴です。製造コストはリーズナブルですが、電線の種類や太さ、コネクタの種類などのさまざまな条件によって適正な選択をしなければなりません。指定されたツールを使用して圧接結線すると、このように隙間やズレがなく芯線と端子が接触します。この時に指定外のツールで加工すると、不具合になる場合があるのでご注意ください。
圧接状態(断面)
、芯線と端子が接触")
圧接ハンドプレスによる結線

ばら線圧接にはコネクタを利用する機器や用途によっていくつかの方法がありますが、ここではプロテクターで整列する方法と全自動での圧接についてご紹介します。
プロテクターで整列させて治具で圧接
コネクタのパーツの一つであるプロテクターに、電線を通して整列させて、治具で加圧して圧接する方法です。
、芯線と端子が接触")
全自動で圧接
コネクタハウジングに圧接端子が装着された専用コネクタを、全自動圧接マシンでケーブル測長や圧接、電気検査まで行います。

ケーブル接続の3つの接続方法についてご説明させて頂きました。次回は基板実装のキーポイントをご紹介いたします。